

Carbon-based industrial materials play a critical role across manufacturing, environmental, and specialty chemical industries. Among the most commonly used are carbon black and activated carbon. Although both originate from carbon-rich feedstocks, their structure, manufacturing process, and industrial applications differ significantly.
For manufacturers, importers, and procurement professionals, understanding these differences is essential when sourcing materials for rubber reinforcement, filtration, coatings, plastics, or industrial processing.
This article explains the key differences between carbon black and activated carbon while highlighting the growing commercial importance of industrial carbon black in global manufacturing industries.
What Is Carbon Black?
Carbon black is a fine black powder produced through the incomplete combustion or thermal decomposition of hydrocarbons such as heavy petroleum products or natural gas.
It is primarily used as a reinforcing filler and pigment in industrial applications, especially in the rubber and tire industry. Due to its ability to improve durability, UV resistance, conductivity, and tensile strength, carbon black remains an essential raw material in modern manufacturing.
Major Applications of Carbon Black
- Tires and rubber products
- Automotive components
- Conveyor belts and hoses
- Plastics and polymer compounds
- Inks, paints, and coatings
- Wire and cable compounds
- Industrial packaging materials
Today, carbon black for rubber and tires represents the largest share of global demand due to the continuous expansion of automotive and transportation industries.
What Is Activated Carbon?
Activated carbon, also known as activated charcoal, is a highly porous form of carbon processed to create an extensive internal surface area. It is manufactured through activation methods involving steam, chemicals, or gases at high temperatures.
Unlike carbon black, activated carbon is primarily designed for adsorption and purification applications.
Major Applications of Activated Carbon
- Water treatment
- Air purification
- Gas filtration
- Food and beverage processing
- Pharmaceutical purification
- Gold recovery
- Industrial emission control
Its porous structure enables activated carbon to trap contaminants, odors, and organic compounds effectively.
Carbon Black vs Activated Carbon: Main Differences
- Production Process
Carbon Black
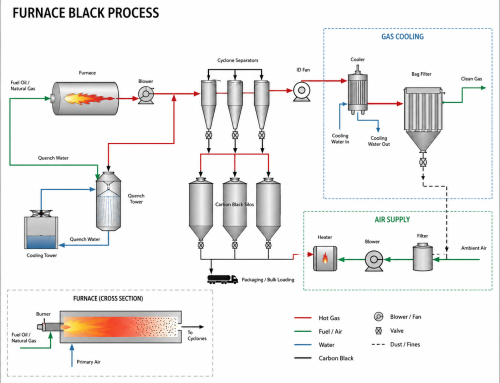
Carbon black is produced through controlled combustion processes such as Furnace black process, Thermal black process and Channel black process
These methods are optimized to create specific particle sizes and reinforcement characteristics for industrial use.
Activated Carbon
Activated carbon undergoes an additional activation stage that creates millions of microscopic pores, significantly increasing its adsorption capacity.
- Surface Structure
The primary distinction lies in surface morphology.
Carbon Black
- Low porosity
- Controlled particle structure
- Designed for reinforcement and pigmentation
- Conductive and UV-resistant properties
Activated Carbon
- Extremely porous
- Very high adsorption surface area
- Designed for filtration and purification
- Industrial Function
Carbon Black
Carbon black functions mainly as:
- A reinforcing agent
- A conductive additive
- A black pigment
- A UV stabilizer
It enhances product performance in demanding industrial environments.
Activated Carbon
Activated carbon functions primarily as:
- An adsorbent
- A purification medium
- A filtration material
- Particle Size and Surface Area
Particle size and surface area are major purchasing considerations for industrial buyers.
Carbon Black
In carbon black applications, smaller particle sizes generally improve Tensile strength, Abrasion resistance, Durability and Reinforcement performance
Manufacturers often select grades based on ASTM classifications and target product performance.
Activated Carbon
Activated carbon surface area is optimized for adsorption capacity rather than reinforcement.
For buyers sourcing industrial carbon black, consistency in particle size distribution is critical for maintaining stable manufacturing output.
- End-Use Industries
| Carbon Black | Activated Carbon |
| Tire manufacturing | Water treatment |
| Rubber products | Air purification |
| Plastics | Pharmaceutical processing |
| Coatings and inks | Food processing |
| Automotive compounds | Industrial filtration |
Why Carbon Black Is Commercially Important
Carbon black remains one of the most important industrial additives globally. Its influence on product performance directly impacts manufacturing quality, operational efficiency, and product lifespan.
Essential for Rubber and Tire Manufacturing
Nearly all modern tires contain carbon black because it Improves wear resistance, Enhances tensile strength, Increases heat dissipation and Extends service life.
Without carbon black, tires would wear significantly faster and deliver lower performance under demanding conditions.
The global automotive sector continues to drive strong demand for carbon black for rubber and tires, especially in emerging manufacturing markets.
Critical for Plastics and Polymer Performance
In plastics and polymers, carbon black Provides UV protection, enhances conductivity, improves weather resistance and delivers consistent pigmentation
These characteristics are highly valued in industrial packaging, automotive plastics, agricultural films, and cable insulation materials.
Growing Global Market Demand
The international market for bulk carbon black continues to expand due to infrastructure development, automotive production growth, industrial rubber demand, expansion in plastics manufacturing, increasing export-oriented manufacturing
As a result, manufacturers and distributors increasingly seek reliable carbon black suppliers capable of supporting long-term procurement requirements and international logistics.
What Bulk Buyers Look for When Sourcing Carbon Black
For procurement managers and industrial buyers, sourcing decisions involve more than pricing alone.
Consistent Product Quality
Industrial users require stable particle size distribution, uniform structure, predictable reinforcement performance and batch-to-batch consistency
Reliable quality helps reduce production variability and improves final product performance.
Reinforcement Properties
Different applications require specific reinforcement characteristics.
For example:
- Tire manufacturing often demands high abrasion resistance
- Rubber seals may require flexibility and durability
- Conductive compounds need controlled electrical properties
Selecting the correct grade of industrial carbon black is essential for achieving targeted product specifications.
Reliable Supply and Export Capability
Bulk buyers often prioritize suppliers with stable manufacturing partnerships, strong export experience, flexible shipping options, efficient documentation handling and long-term supply reliability .
For international customers, dependable carbon black export logistics are critical to maintaining uninterrupted production schedules.
Packaging and Logistics Options
Industrial customers commonly request:
- 25 kg bags
- Jumbo bags
- Palletized shipments
- Bulk container loading
Flexible packaging solutions simplify warehousing, transportation, and production handling.
Technical Documentation
Professional buyers typically require:
- Certificate of Analysis (COA)
- MSDS/SDS documentation
- Technical data sheets
- Quality certifications
Accurate documentation supports compliance, quality assurance, and import procedures.
Choosing the Right Carbon Black Supplier
Selecting the right carbon black supplier can significantly influence operational efficiency and product quality.
Buyers should evaluate suppliers based on product consistency, available grades, technical support, export experience, packaging flexibility, supply stability and documentation accuracy.
A knowledgeable supplier can help manufacturers identify suitable grades for specific applications while ensuring consistent international supply.
Conclusion
Although carbon black and activated carbon are both carbon-based materials, they serve entirely different industrial purposes.
Activated carbon is designed for adsorption and purification, while carbon black is engineered primarily for reinforcement, conductivity, durability, and pigmentation in industrial manufacturing.
As global demand for tires, rubber products, plastics, and industrial compounds continues to grow, carbon black remains an essential material across multiple industries. For manufacturers and distributors, sourcing high-quality bulk carbon black from a dependable supplier is critical for maintaining production performance and supply chain reliability.
To learn more about available grades, packaging options, and export capabilities:
- Contact us for bulk supply
- Request technical specifications
- Inquire about available grades and export options
For product details, visit our Carbon Black Product Page.
For procurement inquiries, visit our Contact Page.
about
Raykan
Together, let’s shape the future of industry. Focused on Reliability, Quality & Value



{kind=link}
{kind=link}